Continuing the discussion of whether to keep or replace the inner wings, we also looked at the A-posts.
Barry says:
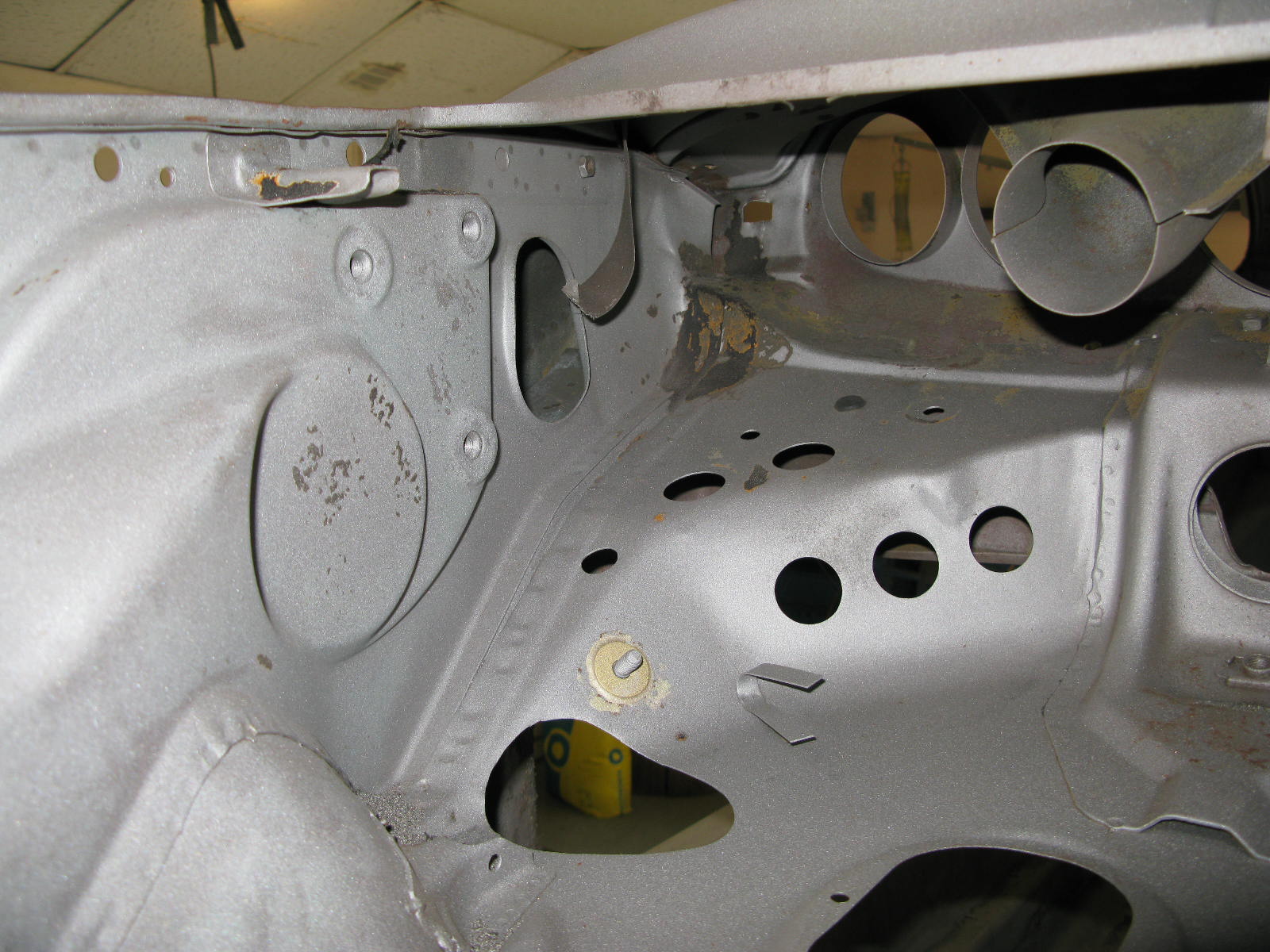
The A-posts (which get scrapped if inner wing replacement is undertaken) are both very good. In fact, I propose we even re-use the bases as we know they fit.
I'll chop them out, re-flange with new metal and weld back in once the inner wings have their new metal. We have nearly 400 euros to play with on these, and that assumes they fit perfectly. Yours, we know, do.
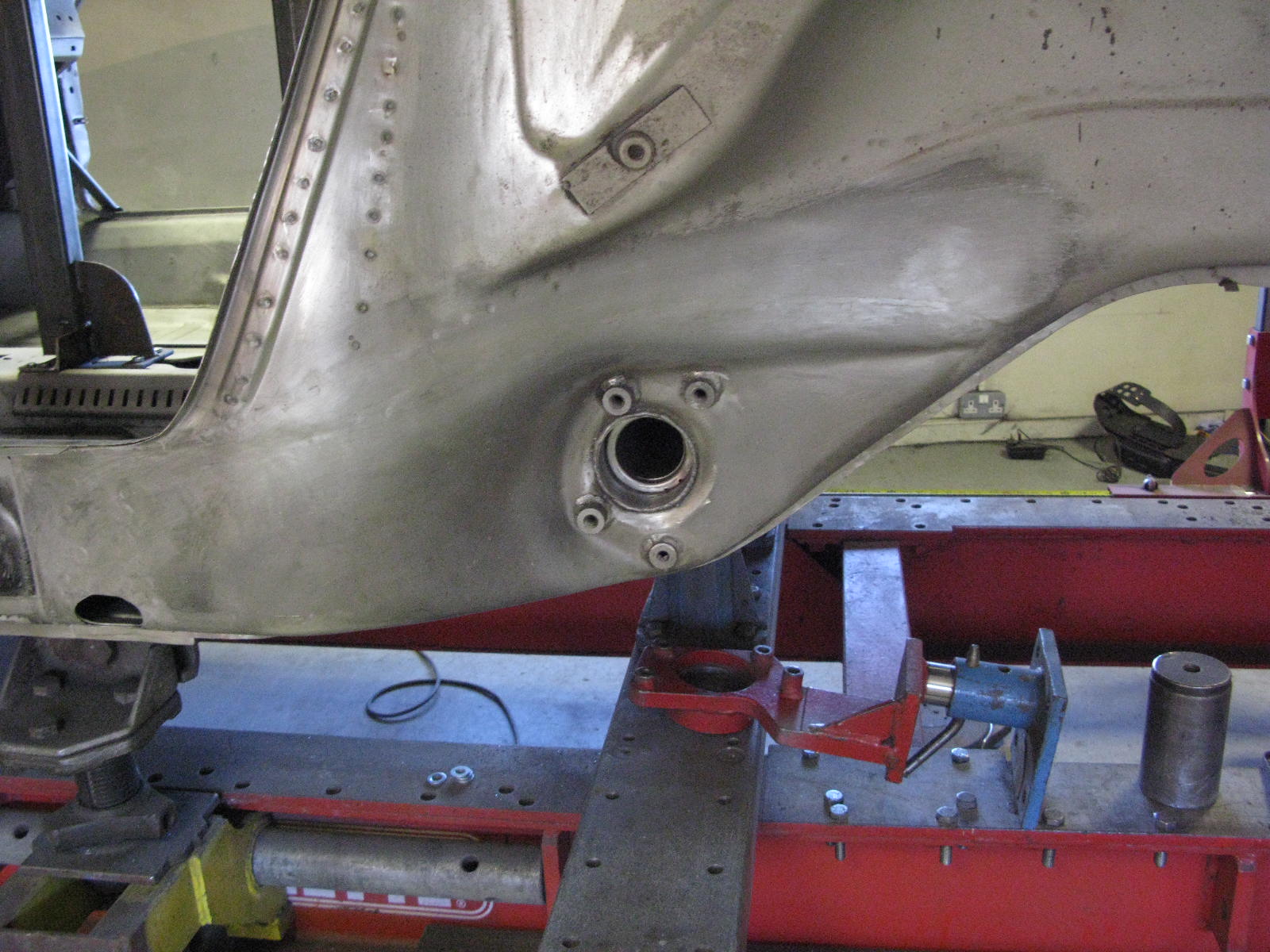
As you've doubtless guessed, we chose to keep the front inners and repair.
This makes me happy for reasons already covered. I'm glad to be keeping the original steel, especially bearing in mind the view of the scuttle / bulkhead and its join to the inner wings, as seen from inside the luggage compartment.
Given that inner wings are not exactly cheap from Porsche (best part of 3K GBP plus VAT for the pair), you might also imagine we're saving some money. Not so much, though. Individual repairs will take time, and the RD panels also cost. With that said, inner wing replacement is also many hours of labour (because they are so embedded in the structure at the top end), so the "pay for panels, save on labour" maths doesn't work quite the same as in other cases.
RD parts list was:
PP236TR ribbed area of offside front inner wing
PP204B tank support (non-battery tray)
PP236BL battery area repair
PP236BR ditto
PP280R torque tube housing area
PP280L ditto
PP221A parcelshelf
PP227B parcelshelf upstand.
2240.70 EUR for that lot, including VAT, shipping and modest discount.
And at my friendly local OPC:
Rear slam panel
Nearside engine bay seal holder
Heater tubes X 2
719.56 GBP inc VAT etc.
I did manage to get a cup of tea and eat some OPC biscuits this time, though.