Making a start on the rear end.
It's a bit chilly in the workshop today. Barry tells me there's not much point heating it - the extractor works quite well at immediately sucking out the warm air.

The rear end has suffered accident damage. The repairs at the time had seemingly got the car pretty straight (had not needed large corrections on the jig). But the bent areas had been pulled out fairly roughly by modern standards.
These areas don't look that bad in pictures until you either put a straight-edge across or get some lighting right down low across the surface:



There were some nasty pulling gashes in the (original) rear slam panel. So unfortunately, apart from an end bit used to backdate the new part, the panel was beyond saving and was duly consigned to the bin.
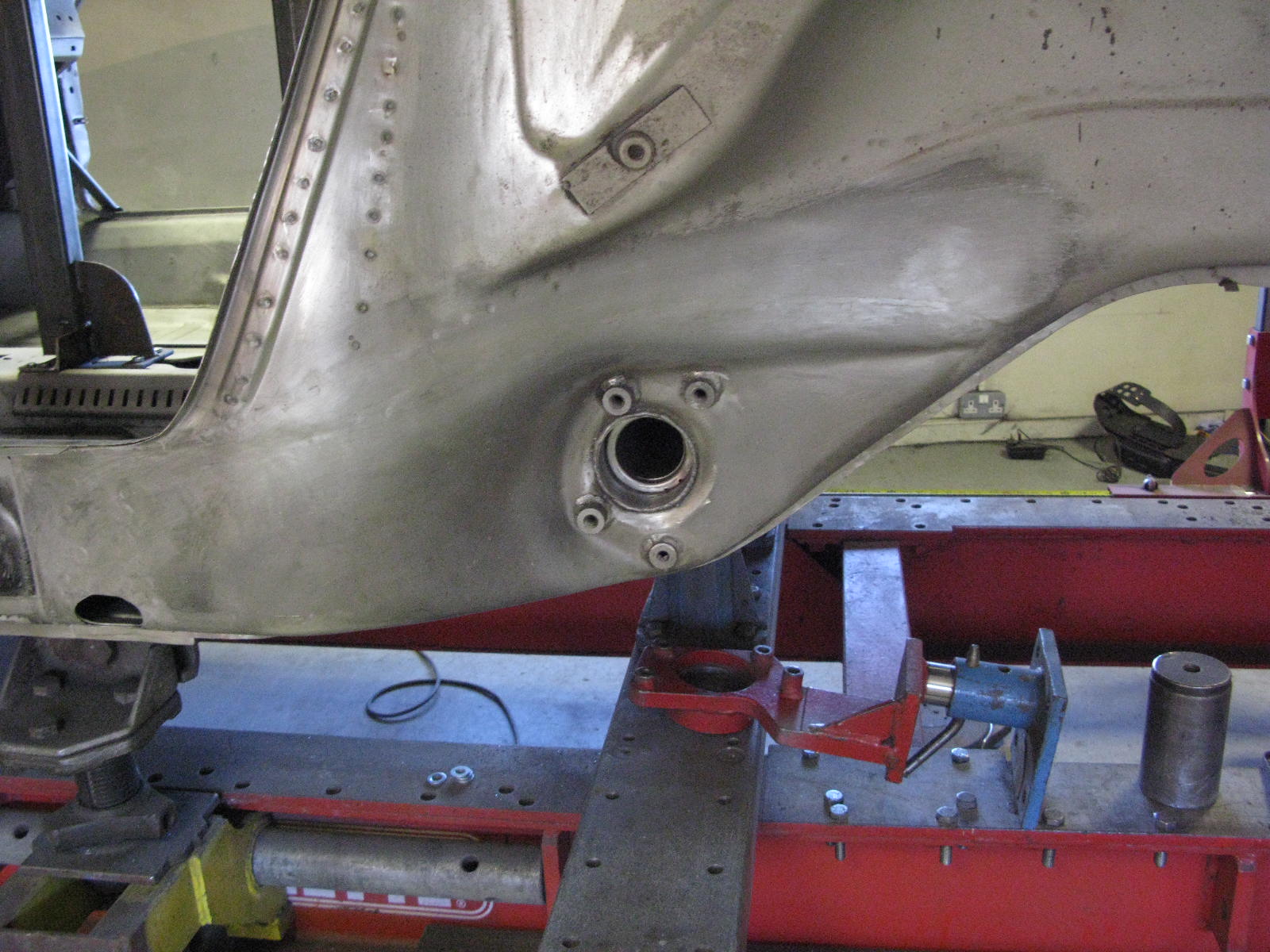
Removing the slam panel revealed further grottiness:




So the back end repairs will consist of backdating and fitting the new slam panel, plus various making good of the dodgy parts of the "chassis legs".
For example: